球閥(fá)展示
- 法蘭式全焊接球閥
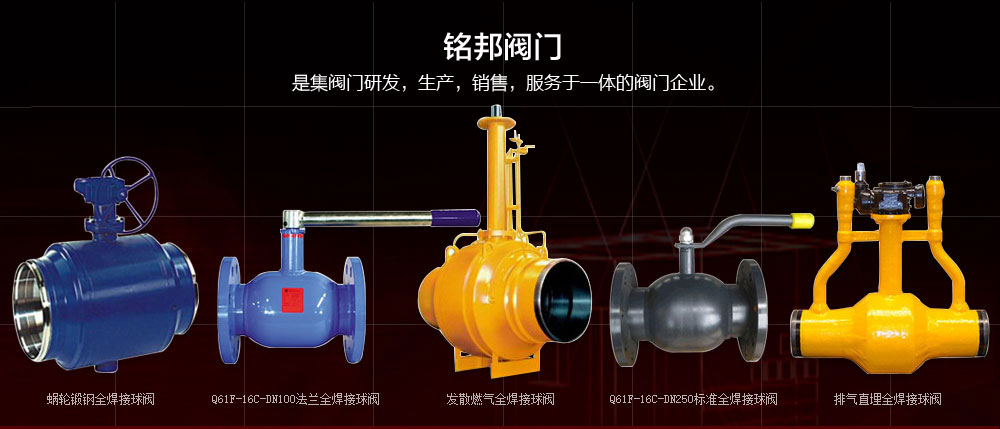
- 蝸輪式全焊接(jiē)球閥
- 手柄式全(quán)焊接球閥(fá)
- 埋(mái)地式(shì)全(quán)焊接球閥
- 放散式全焊接球閥
- 全焊接球閥配件
- 鎖(suǒ)閉式全焊接球閥
- 過濾網全焊接球閥
聯係(xì)我們
聯係(xì)人:林先生(shēng)
手 機:15967745222
電 話:0577-66998155
傳(chuán) 真(zhēn):0577-66998156
郵 箱:577767222@qq.com
谘詢QQ:
地 址:永嘉甌北林浦北(běi)路 (萊斯得閥門廠裏)
網 址:http://www.cqbingniao.com/
手 機:15967745222
電 話:0577-66998155
傳(chuán) 真(zhēn):0577-66998156
郵 箱:577767222@qq.com
谘詢QQ:
地 址:永嘉甌北林浦北(běi)路 (萊斯得閥門廠裏)
網 址:http://www.cqbingniao.com/
全焊接球閥焊接工藝
作者:永嘉縣銘邦閥(fá)門有限公司 來源(yuán):http://www.cqbingniao.com/ 發布於(yú):2023-09-25 9:26:49
埋弧自動焊、氣體保(bǎo)護焊、摩擦(cā)焊、電渣(zhā)焊等焊(hàn)接工(gōng)藝在管道焊接方麵均十分普及。目前,除采用手工焊接(jiē)外,管道焊接較多(duō)的是(shì)采用埋弧(hú)自動焊接工藝(yì)和氣體保(bǎo)護焊工(gōng)藝。
埋弧自動焊有焊縫成型好、焊接效率高、焊接成本低等(děng)特點(diǎn),對於管道施工而言,埋(mái)弧自(zì)動焊可用於雙管聯焊,簡(jiǎn)稱“二接一”,即焊槍固定在某一位置,管子轉動。顯然長距離管道焊接時不可能讓管子轉動,因(yīn)而“二接一”隻能(néng)用於(yú)管(guǎn)子的預製。如(rú)果管道全位置自動焊采用埋弧焊工藝(yì),那麽焊接裝置上必須配加焊劑的投放、承托與回收機構,使得(dé)焊接裝置的(de)結構變得較為複雜,給操作與裝拆帶來不便,而且增加了行走小車的負載,影響小(xiǎo)車行走的(de)平(píng)穩性。埋弧焊一般(bān)采用粗焊(hàn)絲、大電流的焊接方式,用於(yú)全位置自動焊可能會由於熔敷率較高(gāo)出現(xiàn)熔滴下垂(chuí)、流動等焊接缺陷,影響焊縫的(de)成型與(yǔ)質量,因此將埋弧焊應用於管道全位置自動焊接實現起來(lái)困難(nán)較大。
采(cǎi)用藥芯焊絲加氣體保護的焊接工藝,若是(shì)多遍成型,則(zé)每次焊縫表麵(miàn)清渣費工費時;若是強迫成型(xíng),則須配加一個與焊槍一起運動的成型銅滑塊,並通入循(xún)環冷卻水,可以大大提(tí)高焊接效率,這樣一(yī)來(lái)不僅焊接裝置的結構複雜,而且(qiě)重量增加。因為藥芯焊絲的價格較高,同時還要解決保護氣體的氣源,所以焊接成本較高。單一使用(yòng)自保(bǎo)護焊絲,雖然節省了保護氣體,但存在清渣困難問題。
采用實(shí)芯焊(hàn)絲(sī)加(jiā)氣體保護的焊接工(gōng)藝,若是多(duō)遍成型,則焊(hàn)接過程可簡單分為打底、填充、蓋麵三個(gè)階段,無須對(duì)焊縫表麵進行清理而直接進行下一道工序,但焊(hàn)接(jiē)速度相對強迫(pò)成型而言慢一(yī)些(xiē)。保護氣(qì)體一般為純二氧化碳氣體、二氧化碳和(hé)氬氣(qì)或(huò)二氧化碳和氧氣的混合(hé)氣(qì)體。
二氧化碳和氬氣的混合(hé)氣體可以使得焊(hàn)接(jiē)時的電弧(hú)燃燒穩定、飛濺較小,但在野(yě)外施工時氬氣氣源難尋、價格較高,從經(jīng)濟方麵考慮,在焊接輸油管道時,最好盡量(liàng)使用純二(èr)氧化碳作為保護氣體。在有條件的地區施工,使用二氧化碳和(hé)氬氣作(zuò)為保護氣體較為理想。

關鍵詞:全焊接球閥
注:以上(shàng)文章由永嘉縣銘邦閥(fá)門有限公司整理發布 轉載請標注明來源:http://www.cqbingniao.com/
上(shàng)一篇: 直埋式全焊接(jiē)球閥有哪些(xiē)特點(diǎn)
熱門文章推薦
- 全焊接(jiē)球(qiú)閥廠家分體(tǐ)式閥體的設計方式[2021-06-08]
- 全焊接球閥結構[2020-04-27]
- 全焊(hàn)接球閥技術(shù)要求[2020-04-20]
- 全焊接球閥尺寸[2020-04-13]
- 全焊接球閥工藝技(jì)術及產品概述[2019-11-27]