- 法蘭式全焊(hàn)接球(qiú)閥
- 蝸輪式全焊(hàn)接球(qiú)閥
- 手柄式全焊接球閥
- 埋地式全焊接(jiē)球閥
- 放散式全焊接球閥
- 全焊接球閥配件(jiàn)
- 鎖閉式全焊接球閥
- 過濾網全(quán)焊接球閥(fá)
手 機:15967745222
電 話:0577-66998155
傳 真:0577-66998156
郵 箱:577767222@qq.com
谘詢QQ:
地 址:永嘉甌北林浦北路 (萊斯得閥門廠裏)
網 址(zhǐ):http://www.cqbingniao.com/
全焊接球(qiú)閥工藝技術及(jí)產品概述
作(zuò)者: 來源: 發布於:2019-11-27 9:29:12
全焊接球閥作用近(jìn)年來能源結構及(jí)能源(yuán)區域重點的調整、我國石(shí)油、天然氣管線取得了飛速的發展的閥門使用(yòng)中一直有著良好的發揮。由於國內近幾年全焊接球閥的需求量很大,極大地推動了我國全(quán)焊接球閥技術(shù)的進步,同時由(yóu)於我國的管路係統對壓力、材料和環境的要求(qiú)都比較高,因此也對全焊接球閥提出了更高的要求。目前長輸管線對(duì)球閥(fá)的要求是:受(shòu)力均勻、密封可靠、結(jié)構緊湊、重量輕、強度高等等。
全焊接球閥概述
1、全焊接球閥結構和應用
全焊接球閥采用球形單(dān)一焊縫,施焊采用全自動焊接工藝(yì)。使球閥具有(yǒu)受力均勻、密封可靠、結構緊湊、重量(liàng)輕、強度(dù)高等特點,是技術性和經濟性兼備的(de)管線球閥,廣泛應用於國內外,並打破了國內(nèi)管線閥門以筒形製造為主的格局。球形構造的全焊接球閥(fá)具有(yǒu)受(shòu)力均勻、結構緊湊、重量輕和強度高等優點。采用雙活塞效應(yīng)的閥座結構和特(tè)製的密封橡膠材料,能夠有效地增強密封的可靠性,確保球閥長達30年的使用壽命。通過閥門的一係列測試,可以保證閥門在特殊工況下的使用要求。
1.1 球閥的結構設計(jì)
全焊接球(qiú)閥結(jié)構如圖1所(suǒ)示。全(quán)焊接球(qiú)閥跟傳(chuán)統的三段式球閥zui大的區(qū)別就是封閉球體的方式采用焊接方式。因此在焊接過程中內外襯都很重要。此外,祺誠閥門全焊接球閥在管線上(shàng)的安裝也是采用焊(hàn)接連接的方(fāng)式(shì)。

圖1 全(quán)焊接球閥
閥座密封構造一般為二重密封,即上遊和下遊二重(chóng)密封。閥座嵌入圈具有優良的耐腐性、耐磨性和良好的彈性,具有高度的密封性能。閥座的構造如圖2所示(shì)。

圖2 閥座的構造
閥座二重密封(fēng)構造的原理如下所述。
(1)上遊側閥座的密封原理:因上遊圧力,閥座受球擠壓(yā)形(xíng)成密封,如圖3所示。閥座所受壓力F上為:
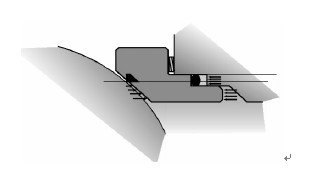
圖3 上遊密封原理
式中p——管(guǎn)內壓力;
Fs——彈簧力。
(2)下遊(yóu)側閥座的密封原理:閥座(zuò)因閥體內的壓力受球擠壓形成密封,如圖4所示(shì)。所受壓力F為:
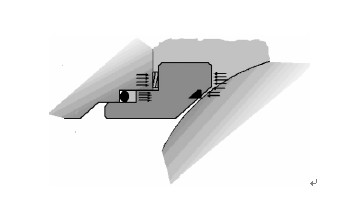
圖(tú)4 下(xià)遊密封(fēng)原(yuán)理
式(shì)中p——管內壓(yā)力;
Fs——彈簧力。
閥杆的密封采用抗(kàng)旋轉性強的G-T(氟化橡膠和聚四氟乙烯)密封圈,進行上下二重密封。二重密封圈之間可以注入緊急密封脂, 用以緊(jǐn)急修複(fù)。閥杆的密封結構(gòu)如圖5所示。
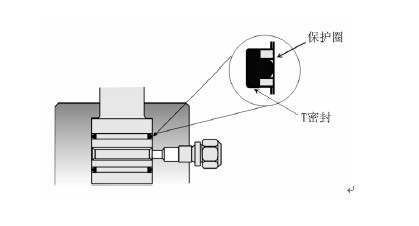
圖5 閥杆密封結(jié)構
1.2 球閥的使用和維護
閥座一旦需要緊急修複,可以(yǐ)通過圖6所示的方(fāng)式對其進行(háng)修複(fù),而不需要破壞焊接結構(gòu)。閥體內部的零件(球(qiú)、閥(fá)座圈等)產生的靜電通過彈簧、墊圈向閥體放電。從操作性角度看,因有耳(ěr)軸支撐,可以用較小的力(lì)進行(háng)操(cāo)作。耳軸部采用摩擦阻(zǔ)力(lì)小的聚四氟乙烯軸承。閥座為浮動(dòng)閥座,閥座受球擠壓的力相對於流體壓力來說,數值較小。
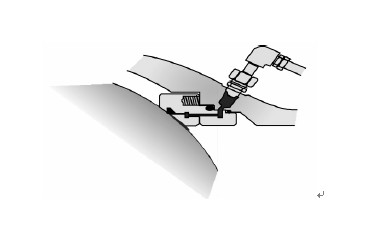
圖6 閥座緊急修複示意(yì)圖
維護(hù)管(guǎn)理方麵(miàn),球閥一(yī)般不需做維護和保養。萬一密封部位發生泄漏,可注入密封脂進(jìn)行緊急修複。閥座(zuò)和閥杆密(mì)封的緊急修複,使用IKSS-
2 全焊接球(qiú)閥(fá)的製造
2.1 球閥主(zhǔ)要構件的(de)材料
(1)閥體(tǐ)主要使用(yòng)鍛件;
(2)球體主(zhǔ)要使(shǐ)用表麵處理後的鍛件;
(3)閥座圈(quān)使用18Cr-8Ni不鏽鋼鍛件;
(4)閥杆需要進(jìn)行表麵處理;
(5)密封材料主要有丁(dīng)腈橡膠和環氧氯丙(bǐng)烷橡膠。
2.2 焊接材料及焊(hàn)接工藝
球閥的焊接過程全部使用全自動焊接。
1)閥體焊接
GTAW(鎢極氣體(tǐ)保護焊)+SAW(埋弧焊)
(2)閥杆焊接(jiē)
GTAW(鎢極氣體保護焊)+GMAW(熔化極(jí)氣體(tǐ)保護焊)
(3)接管焊接
GTAW(鎢(wū)極氣體保護焊)+SAW(埋弧焊)
3 全焊接球閥(fá)的檢測
由於全焊接(jiē)球(qiú)閥的(de)安裝是直接焊接在管線上的,因此其(qí)需要(yào)進行的檢測項目也與(yǔ)普通球閥有很大的區(qū)別。比較特殊的(de)檢測要求有如下幾個方麵。
3.1 彎曲(qǔ)試驗(yàn)
球閥的彎曲試驗模擬管線在不同的沉降區域發生(shēng)了管線撓曲,試驗過程如圖7所示。

圖7 彎曲試驗過程
試(shì)驗方法:(1)連接閥門,施加4200kN·m的彎矩,測量閥門和管道的應(yīng)力。(2)在空氣介質公稱工作壓(yā)力下測試(shì)閥門的密封性能。(3)測量閥門的開(kāi)啟和關閉扭矩。
試驗(yàn)合格判定依據:(1)閥門各部位的應力在(zài)屈服強度以下。 (2) 無外部泄漏、閥座泄漏(lòu)。(3)操作扭矩無異常。
3.2 閥門拉(lā)伸和壓縮試驗
閥門拉伸和壓縮試驗過程如圖(tú)8所示。
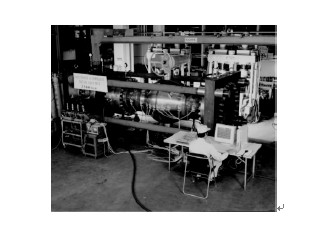
圖8 閥門拉伸和壓縮試驗過程(chéng)
試驗(yàn)方法:(1)連接閥門的配管加載19900kN的拉力和壓縮力(lì)。(2)施加0.4~0.7MPa的氣壓,進行外部泄漏、閥座泄漏、扭矩測量試驗。(3)測量閥門及袖(xiù)管的(de)應力。
試驗合格判定依據:(1)閥門各部位的應力在屈服強度(dù)以下。 (2)無外部泄漏、閥座泄漏。(3)操作扭矩無異常。
3.3 衝刷試驗
衝刷試驗是模擬油氣運輸過程的一個測(cè)試。試驗過(guò)程如圖9所示。

圖9 衝刷試驗現場
試驗方(fāng)法:(1) 在衝刷試驗裝(zhuāng)置(zhì)的配管中注入公稱工(gōng)作壓力的氮氣。(2)打開閥(fá)門,讓(ràng)流體通過衝刷閥座。 (3)檢查(chá)閥座有無異常(cháng)。
試驗合格判定依據: (1)閥(fá)座未(wèi)發現異常。(2)閥座的密封性能無異常。
3.4 反複加壓操作試驗
反複加壓操(cāo)作試驗主要模擬實(shí)際操作過程中閥(fá)門的運(yùn)作(zuò)狀況(kuàng)及耐用性。
試驗方法(fǎ):(1) 先將閥門關閉, 對閥座施加(jiā)公稱工作壓(yā)力的氣壓,然後將閥門全開。如此反複操作,重複200次。(2)在0.4~0.7MPa及(jí)公稱工作壓力的氣壓下檢查閥座有無泄漏。
試驗合格判定依據: (1)閥座未發現泄漏。(2)閥門的閥座無異常(cháng)。
3.5 低溫反複操作試驗
低溫反複操作試驗模擬我(wǒ)國(guó)西北和東北地(dì)區在冬天的(de)極寒(hán)情況下閥門的操作狀況。
試驗方法:(1)將球閥冷卻至
試驗合格判定依據: (1)閥座未發現泄漏。(2)閥門的閥座無異常。
3.6 異物咬合試驗
異物咬合試驗模擬油氣(qì)運(yùn)輸過程中(zhōng)內部有雜物的(de)情況,要求在雜物進入球閥內的情況下,球閥仍(réng)能正常動作。
試驗方法:(1)將不同目數的沙(shā)子、鐵(tiě)鏽、氧化皮各100mL放在閥座和球(qiú)的接觸處(chù)。(2)進行250次開關。(3)每開關50次,在0.6MPa及7MPa氣壓下檢查閥座有無泄漏。 (4)在閥(fá)座部位注入密封脂,進行緊急修複試驗。
試驗合格判定依據:(1)開(kāi)關150次,閥(fá)座無泄漏。 (2)開關200次,小於(yú)180mL/min的泄漏。 (3)開關250次,小於625mL/min的泄漏(lòu)。(4)在閥座部位注入密封脂後閥(fá)座無泄漏。(5)操作扭矩無變動,操作情況(kuàng)良(liáng)好。
3.7 吹垢試驗
試驗方法:(1)將閥門關(guān)閉,在閥座前方放置
試驗合格(gé)判定依據:閥座無泄漏,操作(zuò)扭矩無異常。
3.8 抗震試驗
模(mó)擬地(dì)震(zhèn),在振動試驗台上,使(shǐ)用不同的載荷(hé)和(hé)不同的振幅、振動頻率,對(duì)球閥進行抗震試驗測試。
試驗方(fāng)法:(1)對加長杆加載,相當於地(dì)基滑坡時產生的土壓彎(wān)曲載荷。(2)測量閥門及(jí)加長杆部位的應(yīng)力。(3)在圧力11.3MPa下進行密封試(shì)驗。(4)進行操作扭矩試驗。
試驗合格判定依據:(1)各部位的應力在屈服強度以下。(2)閥門無泄漏,無異常。(3)操作扭矩無異常。
- 全焊接球閥廠家(jiā)分體式閥(fá)體的設計方式[2021-06-08]
- 全焊接球閥結構[2020-04-27]
- 全焊接球閥技術要求[2020-04-20]
- 全焊接球閥尺寸[2020-04-13]
- 全焊接球閥工藝技術及產(chǎn)品概述[2019-11-27]