球閥展示
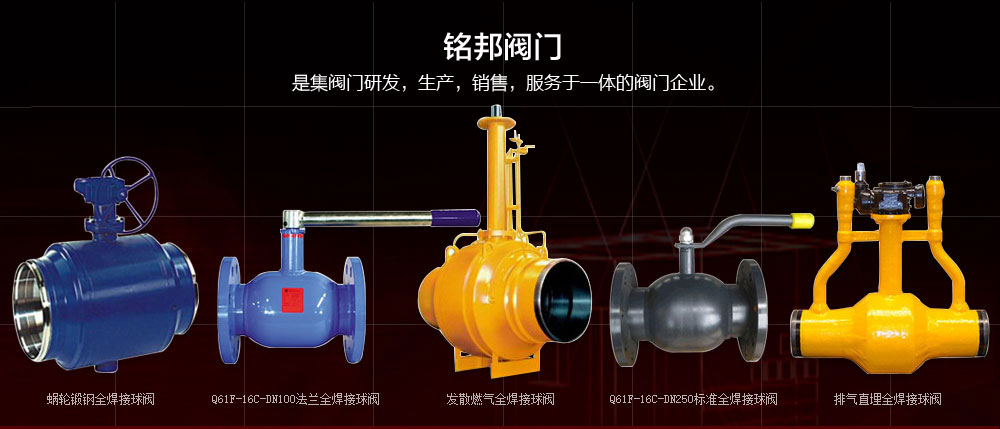
- 法蘭式全焊(hàn)接球(qiú)閥
- 蝸輪式全焊接球閥
- 手柄式全焊(hàn)接球閥
- 埋地式全焊接球閥
- 放散式全焊接球閥
- 全焊接球閥配件
- 鎖閉式全焊(hàn)接球閥(fá)
- 過濾網全(quán)焊接球閥
聯係(xì)我們
聯(lián)係人:林先生
手 機:15967745222
電 話:0577-66998155
傳 真:0577-66998156
郵 箱:577767222@qq.com
谘詢QQ:
地 址:永嘉甌北林浦北路 (萊(lái)斯得閥門廠裏)
網 址:http://www.cqbingniao.com/
手 機:15967745222
電 話:0577-66998155
傳 真:0577-66998156
郵 箱:577767222@qq.com
谘詢QQ:
地 址:永嘉甌北林浦北路 (萊(lái)斯得閥門廠裏)
網 址:http://www.cqbingniao.com/
全焊接球閥焊接知識:全焊接球閥密封(fēng)技(jì)術(shù)之焊道(dào)搭接與(yǔ)收弧(hú)
作者(zhě): 來源: 發布於(yú):2018-10-25 8:27:45
全焊(hàn)接(jiē)球閥密(mì)封(fēng)麵堆焊的質量關鍵之一在搭接與收弧(hú)部位,在這一部(bù)位不僅成形難以達成平(píng)整的理想(xiǎng)狀態,而且(qiě)易出現火口裂紋和縮孔,應采取一些具(jù)體的(de)操作,以保證焊層質量。
一、控製塔接與收弧的起始角度
焊道搭接起始角(jiǎo)度在理論上應(yīng)是360°,但因起始堆焊部位溫度已上升到(dào)很高,因此提前減電流。
塔接起始角度提(tí)前5°~10°,完成焊道搭接段後轉弧電流即(jí)可開始衰減。
焊道搭接起始角(jiǎo)度在理論上應(yīng)是360°,但因起始堆焊部位溫度已上升到(dào)很高,因此提前減電流。
塔接起始角度提(tí)前5°~10°,完成焊道搭接段後轉弧電流即(jí)可開始衰減。
二、控製停粉及粉末(mò)衰減
為(wéi)了在搭接部位(wèi)不缺少和平整,一般在搭接部位不停粉,完成(chéng)搭接後停粉或采取粉末(mò)遞減的方式停粉。
為(wéi)了在搭接部位(wèi)不缺少和平整,一般在搭接部位不停粉,完成(chéng)搭接後停粉或采取粉末(mò)遞減的方式停粉。
三、控(kòng)製塔接(jiē)與收弧段的長度
由於起始焊道一般呈圓弧狀,為了堆焊層在搭接部位不缺肉和平(píng)整,采(cǎi)取過了360°再搭接一(yī)定長度,一般搭接部位對應的角度選擇5°~15°。
收弧段即(jí)轉弧電流衰(shuāi)減段的長度,要視工件(jiàn)大小及焊道寬窄確定,大工件焊道寬則(zé)衰減段長,反之亦然,一般10mm~30mm。
由於起始焊道一般呈圓弧狀,為了堆焊層在搭接部位不缺肉和平(píng)整,采(cǎi)取過了360°再搭接一(yī)定長度,一般搭接部位對應的角度選擇5°~15°。
收弧段即(jí)轉弧電流衰(shuāi)減段的長度,要視工件(jiàn)大小及焊道寬窄確定,大工件焊道寬則(zé)衰減段長,反之亦然,一般10mm~30mm。
四、控製塔接段的電流規範
搭接段(duàn)因(yīn)是在溫度高的堆(duī)焊層上施焊,因此降低轉(zhuǎn)弧電流,下降數值要視熔(róng)池狀(zhuàng)態調整。
搭接段(duàn)因(yīn)是在溫度高的堆(duī)焊層上施焊,因此降低轉(zhuǎn)弧電流,下降數值要視熔(róng)池狀(zhuàng)態調整。
五、控製轉弧(hú)衰減特(tè)性、速率與熄弧電流(liú)值
轉弧衰減特(tè)性、速率與熄弧電流值的控製是控製質量的又一個關鍵點,轉弧電流呈線性衰減特性效果較好。電流衰減速(sù)率在15~25A/s範圍內選擇,熄弧電流值(zhí)應控製較小,做(zuò)到(dào)斷弧(hú)時熔池已凝固。
轉弧衰減特(tè)性、速率與熄弧電流值的控製是控製質量的又一個關鍵點,轉弧電流呈線性衰減特性效果較好。電流衰減速(sù)率在15~25A/s範圍內選擇,熄弧電流值(zhí)應控製較小,做(zuò)到(dào)斷弧(hú)時熔池已凝固。
六、控(kòng)製收弧段的擺幅
為了使(shǐ)收弧段遞減地縮小熔池,對於大工件寬焊(hàn)道,采取隨轉弧電流遞減,焊槍擺動幅度亦遞減(jiǎn)的方式收弧,更有利於(yú)避免(miǎn)產(chǎn)生縮孔及裂(liè)紋缺陷。電流(liú)截斷擺動即停止。
為了使(shǐ)收弧段遞減地縮小熔池,對於大工件寬焊(hàn)道,采取隨轉弧電流遞減,焊槍擺動幅度亦遞減(jiǎn)的方式收弧,更有利於(yú)避免(miǎn)產(chǎn)生縮孔及裂(liè)紋缺陷。電流(liú)截斷擺動即停止。
各項工藝措(cuò)施在觸摸屏的操作界(jiè)麵上都已(yǐ)設置了窗口,隻要鍵入設定數值即可完成工藝參數的設定和調整。
上一篇: 選擇優質的全焊接球閥廠家去哪裏找呢?
下一篇: 單法(fǎ)蘭全焊接球閥技術特點
熱門文章推薦
- 全焊接球閥廠(chǎng)家(jiā)分體式閥體的設計方(fāng)式[2021-06-08]
- 全焊接球閥結構(gòu)[2020-04-27]
- 全焊接球閥技術要求[2020-04-20]
- 全焊接球閥尺寸[2020-04-13]
- 全焊接球(qiú)閥工藝技術及產品概述[2019-11-27]